UV : impression et séchage
23 février 2017
Les encres UV ne se discutent plus. Depuis une quarantaine d’années qu’on les utilise, elles ont fini par être acceptées comme faisant partie intégrante d’un système de production graphique efficient.

1. Presse flexo UV petite laize Omet iFlex.

2. Jeu de lampes pour séchage UV hybride de GEW.
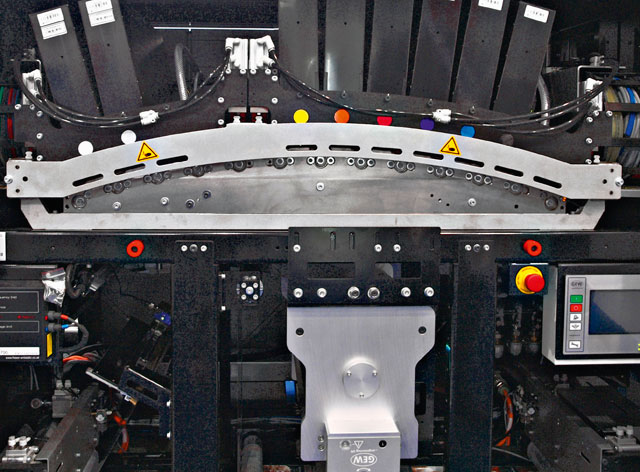
3. Séchage intermédiaire UV-Led pour «pinning».
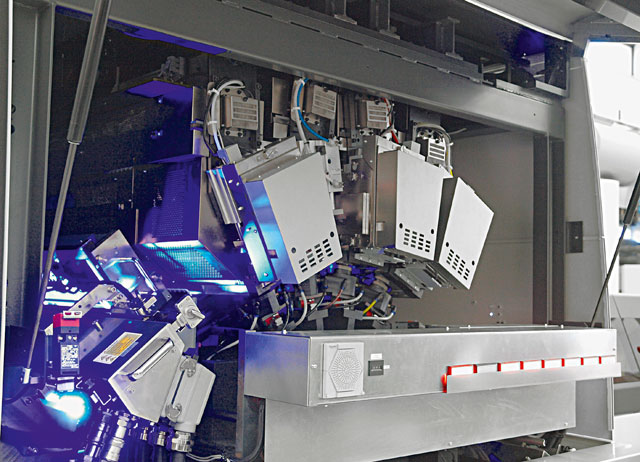
4. La IS29 de Komori à un seul sécheur UV-Led.

5. Circuit étiré imprimé en sérigraphie UV.
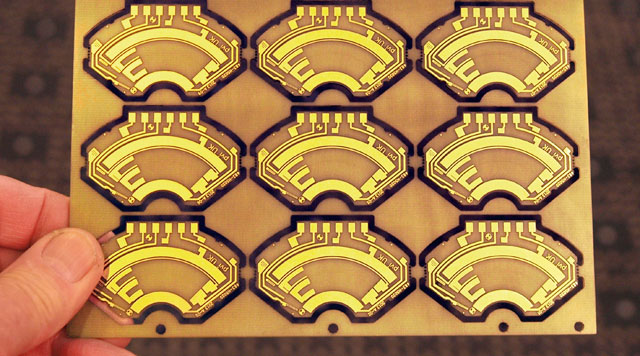
6. Circuit sérigraphié UV.

7. Display 3D de Massivit imprimé en gel UV.
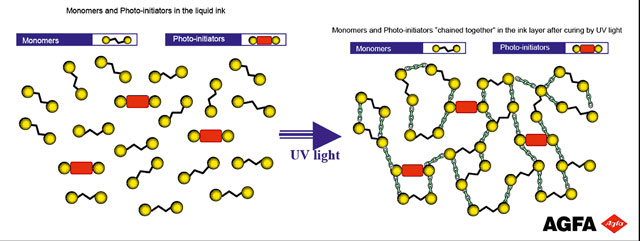
8. Polymérisation à 99,999 % de l’encre UV d’Agfa.
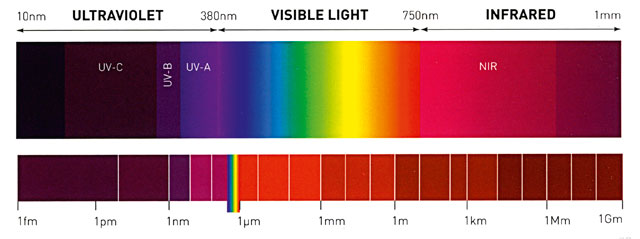
9. Les encres durcissables par UV réagissent à des longueurs d’onde comprises entre ± 200 et 400 nm. UV-C : 100-280 nm / UV-B : 280-315 nm / UV-A : 315-400 nm / Sensibilité UV-Led : 385-405 nm.
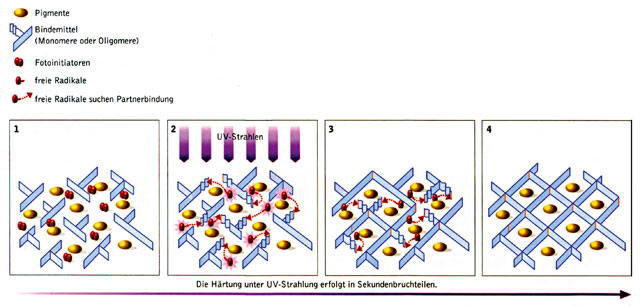
10. Schéma fonctionnel d’un séchage UV.

11. Le DryStar LE-UV est le sécheur UV de type «Low Energy» d’Heidelberg.
12. Komori : aperçu de l’efficacité de séchage avec le procédé UV.

13. Sécheur EB pour rotative flexo Ci.
14. Comparaison des séchages conventionnel et EB en flexographie rotative.

15. Müller Martini VSOP avec séchage EB chez Orbo.
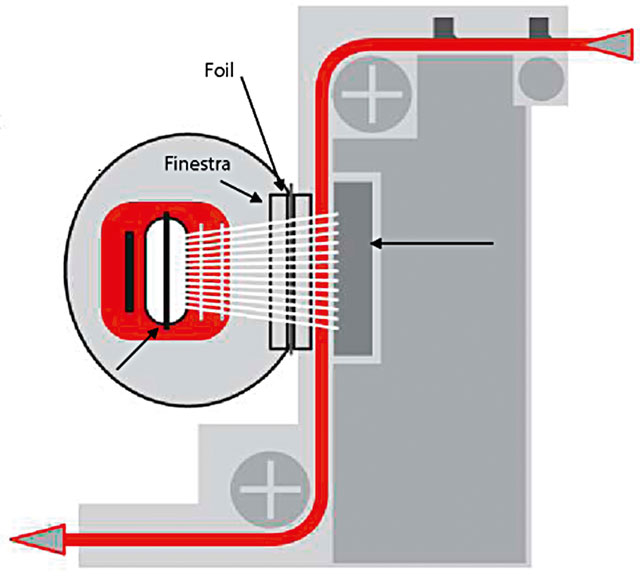
16. Schéma d’un système de séchage EB.

17. Séchage par infrarouge.
L’Institut Coronel de la Santé du Travail, à Amsterdam, avait bien lancé un rapport préoccupant à leur sujet vers la moitié des années 70. Mais tout cela est à présent oublié et l’impression UV est généralement considérée comme une technique d’une rare efficacité. Pour autant toutefois que l’on fasse abstraction de l’un ou l’autre dérapage (en 2005 et 2009) en rapport avec des emballages alimentaires imprimés avec des encres UV…
Présentées comme écologiques au départ
Les encres UV sont photoréactives. Autrement dit, elles réagissent à la lumière, ce qui en dit long sur la rapidité du séchage. D’où leur propagation en tant que système d’impression offset par excellence auprès des imprimeurs en amalgame et en ligne. Les imprimés sortent en effet directement prêts pour le façonnage et l’utilisation. Le champ d’application des encres UV dépasse toutefois de beaucoup le seul offset feuilles. (1) Les étiquettes sont en grande partie produites sur des presses flexo UV petite laize. Ce qui est logique car, avec les encres flexo, les étiquettes sont imprimées et séchées couleur sur couleur. Un sécheur UV vient donc après l’impression de chaque couleur, et le support suit un trajet de bande en forme de boucle. La flexographie UV offre une intensité de couleurs supérieure à celle de l’offset ordinaire. Au début des années 90, la flexo UV (aujourd’hui utilisée dans le monde entier) a été lancée en Allemagne comme LA solution écologique/durable, par opposition au procédé à solvant. Celui-ci a en effet pour inconvénient de libérer des vapeurs de composés organiques volatils (COV).Qu’il s’agisse d’encres, de vernis ou de colles, le séchage par UV classique fait appel à des lampes aux halogénures métalliques. Les encres les plus modernes sont toutefois séchées par des lampes à diodes émettant dans l’ultraviolet, ou LED UV. Avec les matériaux adéquats et les sécheurs modernes à LED UV, le prix de revient est grosso modo le double de celui d’une flexo UV classique. Un changement d’encres, de vernis ou de colles sur des presses à étiquettes nécessite également l’utilisation de lampes de séchage UV répondant à des contraintes différentes. (2) D’où le développement par GEW de lampes de séchage UV multiusages/hybrides. L’alimentation «Rhino» envoie une forme de courant adaptée aux lampes aux halogénures métalliques ou à LED UV, lesquelles sont interchangeables et prennent place aux endroits voulus sur la presse, dans des boîtiers uniformes. Dans le domaine des étiquettes, la flexographie UV cède actuellement du terrain à l’impression numérique. L’impression numérique à jet d’encre UV y a entamé sa marche en avant. (3) Les sécheurs à LED UV sont souvent mis en œuvre pour une polymérisation intermédiaire des encres couleurs (ce qu’on appelle le «pinning»), un processus suivi d’un séchage UV principal. Le pinning favorise la prise de l’encre et évite un étalement des gouttelettes jet d’encre projetées humide sur humide. Une autre approche est toutefois aussi possible. (4) Par exemple, celle de Komori sur l’Impremia IS29, dotée d’un seul séchage principal à LED UV. On notera que la séquence d’impression monopasse des couleurs jet d’encre UV (JMCN) suit un ordre inversé par rapport à l’offset (NCMJ). L’encre UV noire a en effet besoin pour durcir d’au moins deux fois plus d’énergie d’irradiation que les autres couleurs. C’est pourquoi le noir est la dernière couleur dans une impression jet d’encre monopasse : aucune couche de couleur susceptible d’absorber le rayonnement ne vient s’appliquer pardessus.
Nouveaux horizons
Le séchage UV a ouvert de nouveaux horizons aux techniques d’impression classiques. La sérigraphie fonctionnelle, par exemple, doit aux possibilités du séchage UV d’être employée de manière intensive pour la fabrication des écrans plats, (5+6) pour les circuits électroniques imprimés et frittés, et sur le marché des composants automobiles. L’ennoblissement numérique des imprimés et leur gaufrage sont devenus variables grâce au jet d’encre UV, au point de rendre les procédés analogiques bientôt superflus. La technologie de séchage trouve aussi des applications pour l’impression 3D. Par exemple, le système bien connu de (7) Massivit 3D, qui construit des objets à partir d’un gel UV à séchage instantané. Dans l’industrie graphique, les encres à séchage UV font surtout ressentir leur influence dans l’offset commercial feuille à feuille, l’impression rotative d’étiquettes et le jet d’encre grand format multipasse. Domaines auxquels il convient d’ajouter le jet d’encre UV monopasse, qui pointe prudemment le bout de son nez depuis la Drupa 2016. Leur rôle dans l’impression commerciale rotative et la flexo rotative pour emballages souples est aujourd’hui secondaire. La pression est de plus en plus forte sur les fabricants d’encres d’imprimerie, dont on attend qu’ils fournissent des encres offset à séchage rapide offrant toutes les garanties du point de vue de la sécurité alimentaire. Celles-ci ne peuvent pas pouvoir migrer vers l’aliment contenu dans l’emballage. L’huile de lin a ainsi été remplacée et les siccatifs au cobalt doivent eux aussi disparaître des encres offset. Il fut un temps où les encres UV présentaient un danger de migration. Ce qui a mené à l’interdiction de photoamorceurs spécifiques. (8) Agfa a mis au point une encre inkjet UV où les photoamorceurs sont réticulés à 99,999 % dans la polymérisation, ce qui rend une migration impossible. L’industrie agroalimentaire reste malgré tout réticente face aux applications de l’impression UV. Par exemple, Friesland-Campina et Tetrapak disent l’interdire. Il se dit toutefois que ce qui est refusé «par la porte» reviendrait malgré tout «par la fenêtre», faute d’alternative. Le point de vue officiel de Nestlé est que les imprimeurs d’emballages doivent s’en tenir aux limites imposées par l’Ordonnance suisse et dès lors s’abstenir d’utiliser des substances non admises ou soumises à restriction, ainsi que le prescrit sa Guidance Note. Les fournisseurs d’imprimés destinés à être utilisés comme emballages alimentaires doivent fournir des déclarations de conformité.
Principe du séchage UV : la polymérisation
(9) Les lampes et encres à séchage UV fonctionnent dans une certaine partie du spectre lumineux : dans les UV-A violets (315-400 nm) que l’on peut voir sur une presse UV, ou dans la lumière d’apparence plus blanche (385-405 nm) des LED UV. Les photoamorceurs qui sont ajoutés aux liants monomères ou oligomères des encres UV sont très réactifs eu égard à leur sensibilité spécifique à ces domaines spectraux. (10) Dans l’étape 1 de la représentation schématique, l’encre UV imprimée se trouve en phase liquide sur le support. Dans l’étape 2, le rayonnement UV active les photoamorceurs présents dans l’encre UV liquide, formant des radicaux libres, qui cherchent immédiatement à se lier à d’autres éléments (les monomères et oligomères). Ces liaisons se forment, comme illustré à l’étape 3. L’étape 4 montre la polymérisation complète, dans laquelle sont inclus les pigments et autres additifs. Quand l’irradiation aux UV s’arrête, le processus de polymérisation/durcissement s’interrompt également. En cas de durcissement incomplet, le risque existe que des photoamorceurs «s’échappent», avec un danger de migration vers le contenu de l’emballage. Ce processus de séchage radicalaire doit de préférence s’opérer dans un environnement pauvre en oxygène. Il existe également un séchage UV à photoamorceurs cationiques, qui tolère l’oxygène et dans lequel le durcissement se poursuit après l’arrêt de l’exposition aux rayons UV. Le photoamorceur utilisé est un acide de Lewis ou de Bronsted bloqué, ce qui produit moins l’odeur typiquement gênante du séchage UV. Le mélange avec des époxydes et des polyols autorise une large marge de réglage de la dureté/solidité du film d’encre. Les matières premières des encres UV cationiques sont toutefois plus chères que celles des encres UV radicalaires. Leur résistance en extérieur est également moindre. Cet aspect et d’autres des encres UV à amorceurs cationiques font que les encres UV à radicaux libres conservent l’avantage.
Mix d’applications UV pour l’offset
Les abréviations H-UV et HR-UV font référence à des procédés où la réactivité au séchage a été augmentée par l’ajout de photoamorceurs supplémentaires. «Cela en fait des sortes d’encres UV», pourrait penser le profane. On trouve ainsi les procédés hybride et Full UV, LE-UV, Led-UV, HR-UV, H-UV et Inert-UV, avec des dénominations exclusives pour les types de sources et d’encres, comme «UV-Xtreme HR». Les trois catégories principales sont l’UV standard, le HR-UV et/ou H-UV et le Led-UV, selon une répartition en fonction des photoamorceurs et des sources de rayonnement UV. (11) Le DryStar LE-UV est, par exemple, le sécheur UV «Low Energy» d’Heidelberg. Il intègre des réflecteurs URS (UV Reflection System) à haute efficacité pour l’offset UV d’entrée à sources de 80-200 W/cm2 d’irradiance. Les VariDry HR-UV sont les sécheurs UV destinés à la catégorie des presses Rapida les plus rapides de KBA (18 000-20 000 feuilles/heure). À la Drupa, Komori a fait très ostensiblement la démonstration de presses à séchage UV : H-UV sur la Lithrone GX40, ainsi que sur une GX40RP et une G29. H-UV Led sur une G37 avec sécheurs UVed-SF100 de Baldwin et jet d’encre UV sur l’Impremia IS29. (12) Komori promeut les options UV en mettant en avant les gains d’efficacité réalisables pour les utilisateurs. D’où l’incorporation de sources UV de Baldwin dans ses presses. Les lampes UV classiques (à 3 tubes) ont besoin d’un certain délai de démarrage et de refroidissement et il faut les changer toutes les 1 500 heures. Le H-UV refroidit en 3 minutes et se contente d’une seule lampe d’une durée de vie de 1 300 heures. Le H-UV Led s’allume et s’éteint instantanément, et sa lampe unique fonctionne 15 000 heures. Un sécheur à LED UV affiche donc un taux de disponibilité et un rendement global très supérieur. Komori revendique aussi une réduction d’énergie de 87 % par rapport à un séchage UV conventionnel. Les procédés H-UV et UV-Led ne produisent pas d’ozone et un dispositif d’extraction n’est pas nécessaire. Il s’agit donc de bien faire ses calculs, les coûts d’encre et surtout de vernis pouvant s’avérer déterminants. Certains prétendent que les encres H-UV et H-UV Led seraient jusqu’à trois ou quatre fois plus chères que les conventionnelles. Raison pour laquelle, dans la pratique, les presses 4/4 livrées par Komori ne fonctionnent pas toutes en HUV ou H-UV Led, certaines employant encore parfois des encres conventionnelles.
Procédé de séchage alternatif pour l’impression d’emballages souples
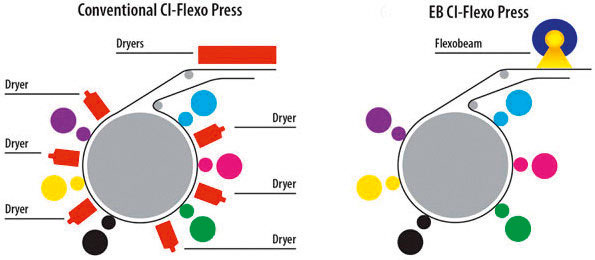
Quelques fabricants promeuvent l’application d’encres à séchage EB pour l’impression d’emballages souples. (13) Les encres EB, séchables par exposition à un faisceau d’électrons (Electron Beam), sont le pendant des encres UV : les unes et les autres sont «respectueuses de l’environnement» et ne libèrent pas de composés organiques volatils. Une réduction de 65 % de l’empreinte carbone a été revendiquée pour le séchage EB au cours d’un séminaire Drupa auquel participaient ESI (technologie de séchage EB), Toyo (encres) et Uteco (constructeur de presses). Toyo annonce pour ses encres EB un faible taux de migration, conforme à la Guidance Note de Nestlé, ainsi qu’aux Ordonnances allemande et suisse en matière de sécurité alimentaire. Les encres EB ne contiennent pas de photoamorceurs (elles sont donc moins chères), mais bien des mono- et oligomères. Cette polymérisation acrylate est déclenchée par le rayonnement ionisant des électrons accélérés, et donc sans photoamorçage. Les encres EB sèchent ainsi immédiatement à cœur, sans libérer d’odeur, ce qui les rend intéressantes pour l’impression d’emballages souples en flexo et offset rotatif. Mais on est loin de pouvoir parler d’une introduction accélérée. C’est qu’essayer un sécheur EB sur une rotative flexo n’a rien d’évident. (14) Le schéma montre une rotative flexo usuelle et la manière dont elle doit être transformée pour pouvoir sécher par faisceau d’électrons. Autrement dit : les constructeurs de presses flexo, en collaboration avec les fabricants d’encres, doivent eux-mêmes se mouiller pour réduire le risque d’investissement dans le chef des entreprises qui envisagent le séchage EB. L’Espagnol Comexi et les Italiens Omet et Uteco l’ont fait à la Drupa 2016. Comexi avec la CI8-Offset, une rotative offset huit couleurs robotisée, montrée en pleine action. Omet avec une rotative offset Variflex V2 de 85 cm de laize équipée d’un sécheur EBeam. (15) L’imprimeur d’emballages belge certifié BRS Orbo Labels NV, à Kortemark, imprime, sur une rotative offset VSOP Müller Martini de 85 cm de laize, «des emballages souples 100 % sûrs d’un point de vue alimentaire avec séchage par faisceau d’électrons, sans utilisation ni émission de solvants ou de photoamorceurs» (www.orbolabels.be). L’imprimeur roumain EuroTop Grafix SRL imprime des emballages souples avec des encres EB sur une Alprinta-74V de Müller Martini (www.tipografice.ro). Le séchage EB ne convient pas pour l’offset feuille. (16) On peut voir le système de séchage logé dans une gaine en plomb. Celle-ci est nécessaire pour éviter une dangereuse exposition aux rayons X. La chambre de séchage est également maintenue en surpression par injection d’azote. Le support à sécher doit y entrer par une fente la plus mince possible et ressortir au plus vite. Une contrainte pratiquement impossible à respecter avec les prises de pinces des feuilles offset. D’où l’absence de séchage EB en offset plano.
Infrarouge
(17) Les premiers systèmes à séchage stimulé pour l’offset feuille dans les années 70 étaient basés sur la lumière infrarouge. La plupart des encres offset réagissaient au spectre IR, relativement large. Après les problèmes liés à la migration de l’huile de lin vers des aliments emballés, celle-ci disparaît des encres offset. Et ainsi s’en va en même temps leur principale composante réactive au rayonnement IR. Le séchage IR avec des lampes ou des radiateurs céramiques est bien utilisé pour le durcissement des vernis en dispersion. Il l’est également en impression jet d’encre grand format, pour le fixage de l’encre sur textile. En offset plano, le rôle du séchage IR semble se réduire. En combinaison avec le poudrage antimacule, les lampes IR ont une action néfaste pour les parties mobiles des sorties feuilles des presse offset. Avec le séchage UV, la poudre antimacule n’est plus nécessaire.
Presses offset UV et UV-Led
Tous les constructeurs offset fournissent des presses compatibles avec un séchage UV : Heidelberg, KBA, Komori, manroland et RMGT. Des lampes UV, H-UV ou Led-UV sont intégrées sur demande à des positions à convenir. Ensuite, pour ce qui est de l’équipement, il faut encore être attentif à choisir des rouleaux d’encrage et des blanchets résistants aux UV. À l’achat d’une presse offset d’occasion, la compatibilité à 100 % avec l’impression UV constitue un critère important !
Jan Vroegop
Fournisseurs de lampes de séchage UV
Les fournisseurs de sécheurs UV et de variantes IR pour presses d’imprimerie et systèmes d’impression sont :
Adphos Gruppe, à Bruckmühl, Allemagne- Baldwin Technology GmbH, à Friedberg, Allemagne
Eltosch Grafix, à Pinneberg et Stuttgart (filiale du groupe Hönle / Hönle BeNeLux)- GEW, via Sadechaf UV BVBA, à Turnhout
Heraeus Noblelight GmbH, à Hanau, Allemagne
ITL UV-Integration, Achim Herzog, Oxfordshire, Royaume-Uni/filiale d’IST Metz
IST-Metz, à Nürtingen, Allemagne, avec une représentation au Benelux par IST
Benelux, à Apeldoorn, Pays-Bas- Nordson UV Curing Systems, Nordson Benelux, à Maastricht, Pays-Bas
Phoseon, via Rob Karsten, directeur régional EMEA de Phoseon
Technotrans BeNeLux, à Alost, Belgique
Les sécheurs EB sont fournis par :
ESI (Energy Sciences, Inc.), à Wilmington, États-Unis, avec un agent à Amersfoort, Pays-Bas
EBeam, à Flamatt, Suisse
Fournisseurs connus d’encres UV
Agfa, à Mortsel, est connu pour ses encres UV pour jet d’encre. Il en va de même pour Fujifilm-Sericol et Sun. Ces fabricants fournissent également l’industrie de l’impression en produits sous marque blanche.
La plupart des fabricants d’encres UV ci-dessous fournissent aussi des encres UV :
Deutsche Druckfarben, à Uitgeest, Pays-Bas, propose différents types d’encres UV pour l’offset.
Epple Druckfarben fournit trois types d’encres UV, via Quermia, à Schoten.
La Flint Ultraking XCURA et d’autres sont disponibles via Flint Group Belgium, Bruxelles.
Huber fournit ± une douzaine d’encres UV offset et de vernis UV, via Huber Benelux, à Almere, Pays-Bas.
Jänecke + Schneemann Druckfarben fournit huit types d’encres et vernis UV à haute réactivité, via Christian ou Philipp Jänecke, à Höver, Allemagne.
Royal Van Son Ink Factories, à Hilversum, Pays-Bas, livre les encres SonaCure Paper & Foil.
Les encres H-UV et H-UV Led sont disponibles via le service K-Supply de Komori (réf. KG915) et Siegwerk Belgium, à Tamise.
Sun Chemical, à Ternat, fournit toute une série d’encres et vernis offset à séchage UV.
Toyo Ink est spécialisée dans les encres offset H-UV et H-UV Led pour presses Komori, via Biographic, à Diest.
Zeller+Gmelin, à Asten, Pays-Bas, développe des encres et vernis UV, LE-UV et H-UV pour l’offset.
Feu vert définitif de Toyo Ink Japan pour la production européenne de ses encres LED-UV en Belgique
Toyo Ink est le troisième plus grand fabricant d’encres au monde. Il prédit un bel avenir aux encres offset à séchage LED-UV. Celles-ci seront produites à l’usine Toyo Ink Arets, à Niel, annonçait le constructeur en fin novembre dernier.
Selon Toyo Ink, il était nécessaire, pour pouvoir répondre à la demande future d’encres LED-UV, de disposer d’une unité de production européenne répondant aux très sévères exigences de qualité japonaises. La fabrication des encres LED-UV est en effet extrêmement complexe. À cet effet, la fabrique d’encres Toyo Ink Arets, située en Belgique, a fait l’objet d’une modernisation approfondie, avec un équipement de production dernier cri. Avant de donner le feu vert à la fabrication définitive en Europe, le siège central japonais a exigé un long «test de satisfaction à 100 %» représentatif d’une durée de six mois, en collaboration avec une imprimerie de haute production.
Extrait du communiqué de presse de l’époque :
Une collaboration a été trouvée pour ce test avec l’imprimerie anversoise Albe De Coker. On y imprime 24h/24 et 7j/7 aussi bien sur une presse 8-couleurs à séchage HR-UV que sur une autre 8-couleurs LED-UV. Depuis début avril 2016, Albe De Coker imprime exclusivement avec les encres LED-UV européennes de Toyo Ink, tant sur la machine HR-UV que sur la LED-UV. La constance lot à lot et la haute précision des encres livrées ont permis de réussir le «test de satisfaction à 100 %».
Toyo Ink Mfg Co Japan a donné entre-temps son approbation définitive pour la production des encres LED-UV Toyo Ink en Belgique. L’usine belge Toyo Ink Arets est particulièrement fière de cette reconnaissance japonaise de sa qualité. Toyo Ink est l’inventeur et le chef de file du marché des encres offset H-UV, LE-UV, HR-UV et LED-UV.
Les encres LED-UV de Toyo Ink sont distribuées en Belgique et aux Pays-Bas par Biographic. Biographic est par ailleurs «Pantone Color Center» pour les encres LED-UV Pantone. Tant les teintes Pantone que les encres métalliques et les couleurs à façon sont produites dans ses ateliers.